The cokeless cupola completely
eliminates the use of coke for melting iron with substitution by
natural
gas, propane, diesel oil or other suitable fuels, even powdered coal is
possible.
Existing cupolas can be readily
converted or new ones designed for specific applications.
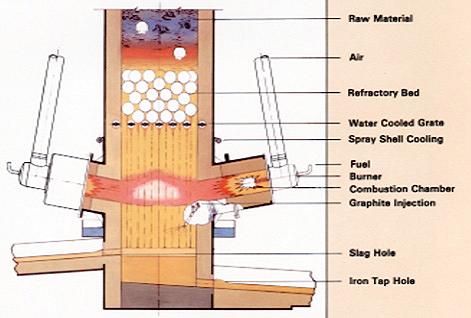
The principle of
the design is highlighted in the diagramatic drawing below.
 |
The main features are the water
cooled grate, consisting of steel tubes which may be coated with refractory for
insulation on smaller cupolas as shown left. The grate supports the specially
developed refractory spheres shown in right. which acts as a heat exchanger.
Below the grate are the burners which are operated to give partially reducing
conditions inside the cupola to reduce oxidation losses. The hot gases from the
burners maintain the bed of spheres at high temperature and also preheat and
melt the metal in the shaft. The metal is superheated in passing through the
bed and is then collected in the well prior to tapping out in any normal way. A
suitable recarburiser is continually injected into the well to give the correct
carbon analysis. The carbon content of the metal can be easily altered by
changing the injection rate at the control panel. |
 |
 |
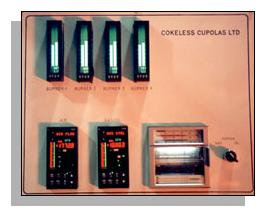
Automatic combustion control and
indication of condition of all important services can be provided, as shown
below. Simpler more manual systems are also manufactured.
|
 |
|
 |
......... |
Depending on the fuel used and the recarburiser
injected there is no sulphur pick-up in melting. With correct charge materials
the sulphur content of tapped iron can be below 0.01% which makes the metal
ideally suited for the production of ductile iron. Picture shows metal being
converted directly to ductile iron without desulphurisation. This cupola is
operating on natural gas and using graphite for injection. |
 |
.......... |
An important feature of the cokeless cupola is that
during operation there is no visible emission and the actual solids emitted are
very low and are only dependant on the cleanliness of the charge. Only the
simplest form of fume control is necessary and a simple wet cap will enable the
cupola to meet all known environmental standards. This picture highlights
conventional coke melting (right), and the cleanliness of the cokeless cupola
also operating, (left). |
 |
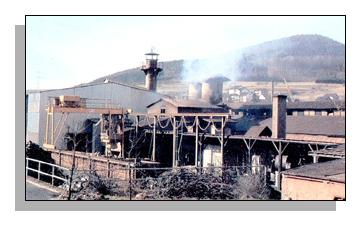
.......... |
A typical installation rated at 6 tonnes per hour
tapping high quality iron. |
 |
.......... |
Looking directly into charge of a gas cupola
during operation - cleanliness is apparent. |
Other advantages of cokeless melting
include cleaner and better quality metal, there is also less refractory lining
wear and hence longer campaigns are possible. It follows that less slag is made
and hence there are less disposal problems.
Because of the
semi-permanent nature of the bed and the ability to control carbon content by
injection as well as the precise control of the combustion process, both iron
temperature and iron analysis are far more consistent than that from a coke
cupola. It makes possible the production of high quality metal much easier for
the foundryman, and hence his ability to produce good castings is much
improved. He will also appreciate the greater flexibility of operation compared
with the coke cupola. A wide variety of metal charges can be melted in the
cokeless cupola and generally a similar charge to a conventional coke fired
cupola can be used.
It has been
shown in many instances that much cheaper metal will be obtained from the
cokeless cupola compared with other forms of
melting.



