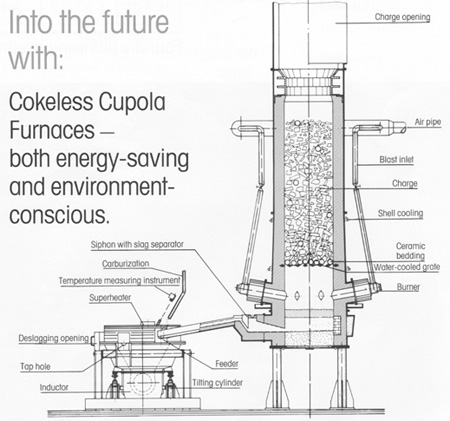
Schematic of a cokeless cupola
The first duplex installation
at Duker, Germany
Fig.3
5 tonnes/hour cokeless cupola
installation in Korea

Why the cokeless
R T Taft*
| Today we are certainly
more environmentally conscious and usually make out we are energy conscious but
do people decide to invest in new equipment for these reasons alone? The answer
is generally no. Legislation can force an investment to be made, the
alternative is closure, although regrettably closure is sometimes the route
selected. The main reason for any investment is based not only on its initial cost but the return on the investment. If the pay back period is long investment is unlikely in the UK although other European countries take a much longer term view. They will invest considerable sums to update plant even when returns are 5 years or longer. It is a pity that we in the UK do not have more confidence in our future. Many environmental solutions are expensive and are high energy users particularly with regard to metal melting. Energy in Europe is not cheap and metal melting, whatever process is used, consumes large volumes of energy and this means a high cost to the foundry. If a process can be shown to have a low energy consumption and be environmentally friendly surely this is the route that should be adopted. If the process can then be shown to be a low cost solution then serious consideration should be given to its adoption. Neumann' suggests that the way forward as a solution for environmental reasons and conservation of energy is the cokeless cupola. Rachner2 shows that the cokeless cupola is a very low energy user and particularly for ductile iron provides a very low cost solution. Fig. 1 shows how the cokeless cupola is used to achieve these results. This is in a duplex operation where a single long campaign cupola is used to melt the metal and the iron is then fed to an electric furnace for superheating and recarburising. In the UK the new environmental regulations can often be met with a simple wet arrester. If a clean charge is used, particularly for ductile iron, of returns, pig-iron and steel the regulations are being met with no pollution control equipment fitted at all and a simple chimney is all that is required. If a dirty charge is used particularly if galvanized scrap is included then a bag filter may be required but it is much smaller than would be fitted on a conventional coke cupola, hence is lower in both initial and running costs. Fig. 2 shows the installation at Duker in Germany which has been operating for over 10 years and was the first duplex installation. This was initially rated at 10 tonnes/hour but is now producing 12-14 tonnes/hour with natural gas and is duplexed through a channel furnace of 4 tonnes capacity and 700Kw rating which superheats the metal to above 1500oC and 1% carbon is added. Other duplex installations are now working in several countries. Lingotes Especiales in Spain has a gas fired cokeless cupola rated at 14-18 tonnes/ hour which duplexes through a 6 tonne channel furnace rated at 1000Kw. This foundry produces grey iron only mainly for the automotive industry and the cupola replaced existing electric melting. Another duplex installation recently started in Japan. This 6 tonnes/hour natural gas fired cokeless cupola duplexes through 2 x 4 tonne mains frequency coreless induction furnaces, all the output of the foundry is ductile iron. Fig. 3 shows the latest installation in Korea. This single 5 tonnes/hour cokeless cupola is fired with a butane/propane mixture as natural gas is not available. The cupola is intermittently tapped and 1.5 tonnes of iron is transferred by ladle existing 4 tonne mains frequency coreless induction furnaces. Most of the output is ductile iron pipes but some grey iron is also produced. Environmental considerations were a major reason for both these installations. In Japan the cupola is connected to an existing bag filter. |
In Korea a
simple wet arrester is fitted which removes the majority of the particulate
emissions. The secondary air system ensures a flame is always present at the
charge door which burns any oil or other combustible materials adhering to the
charge. Both companies were also very cost conscious and the duplex system was
shown to be the most economic method of melting. Existing large hot blast cupolas fitted with the proper environmental controls produce molten iron cheaply, particularly for grey iron and it is difficult to justify conversion to cokeless. However for a new plant, especially where ductile iron is produced it must certainly be considered particularly as the energy consumption is approximately half that of coke melting. The environmental damage is also much lower as the amount of carbon products in the form of carbon dioxide and carbon monoxide are very much lower. The melting cost is also lower even for grey iron production. A cupola is capable of accepting a wide range of materials and this also applies to the cokeless cupola. Dirty oily scrap can be melted as well as a wide range of steel quality. Electric melting is a well proven method but great care has to be taken with scrap selection both on a safety aspect as well as environmental. Many new installations are being fitted with a bag filter because of the fume being formed during melting. Only the cleanest scrap can be used without fume cleaning. Energy consumptions are quoted as low as 550Kwhrs/tonne but these figures are only achieved with high utilization factors. This means using clean scrap, no down time for de-slagging and an ability to empty the furnace as soon as the metal is at temperature and then restart the melting process with a new charge. This usually means there must be a separate holding furnace which then increases the overall Kwhrs/ tonne. Powell3 has shown that in practice much higher energy consumptions above 650 Kwhrs/ tonne and often over 700 are more likely. Many companies justify electricity by melting at night and then pouring during the day from a holding furnace. This is because a cheap tariff is available at night. One wonders how much longer it will be before this cheap energy source is eliminated and foundries are then charged a realistic price for the electricity no matter at what time they use it! Melting during the day is expensive and I believe can only be justified for special alloys or for small foundries. The cokeless cupola duplexing through an electric furnace is a far more economical option. Even with these energy consumptions for electric melting this is still not the true picture. Electricity has to be generated and even modern power stations do not reach a 40% efficiency, which means the overall fuel consumption is well over 2000kwhrs/ tonne which is more than twice the energy consumption of the cokeless cupola in a duplex system. Foundries when operating electric furnaces are causing more damage to the environment because of the amount of fuel being used to generate the electricity besides consuming this excess amount of energy. The cokeless cupola has been in existence for over 20 years. The duplex option makes economic sense and this is shown through its adoption by several foundries in different countries as indicated previously. The cokeless cupola is clearly here to stay and its adoption by foundries abroad clearly confirms its viability. The UK foundry industry and even some of the other European countries must consider it in their future melting plans if they wish to stay competitive.
|
| * Managing Director, Cokeless Cupolas Ltd |
| Fig.1 Schematic of a cokeless cupola |
Fig.2 The first duplex installation at Duker, Germany Fig.3 5 tonnes/hour cokeless cupola installation in Korea |
![]()
![]()
![]()
![]()
![]()